The Engineer's Guide to Halogen-Free Flame Retardants (HFFR): Achieving UL 94 V-0 Without Sacrificing Performance
Fire safety has become one of the most critical design requirements in modern electrical, automotive, construction, and consumer electronics applications. For decades, brominated and chlorinated flame retardants dominated the polymer industry because they provided excellent flame resistance at relatively low loading levels and low cost.
However, increasing concerns regarding toxic smoke, corrosive gas generation, and environmental impact have transformed the flame retardant landscape. Regulations such as RoHS, REACH, and WEEE have accelerated the industry's transition toward Halogen-Free Flame Retardant (HFFR) systems.
Today, compounding engineers face a difficult challenge: achieving stringent fire safety requirements such as UL 94 V-0 while maintaining the mechanical strength, flexibility, and processability of the base polymer.
Why the Industry Is Moving Toward HFFR Systems
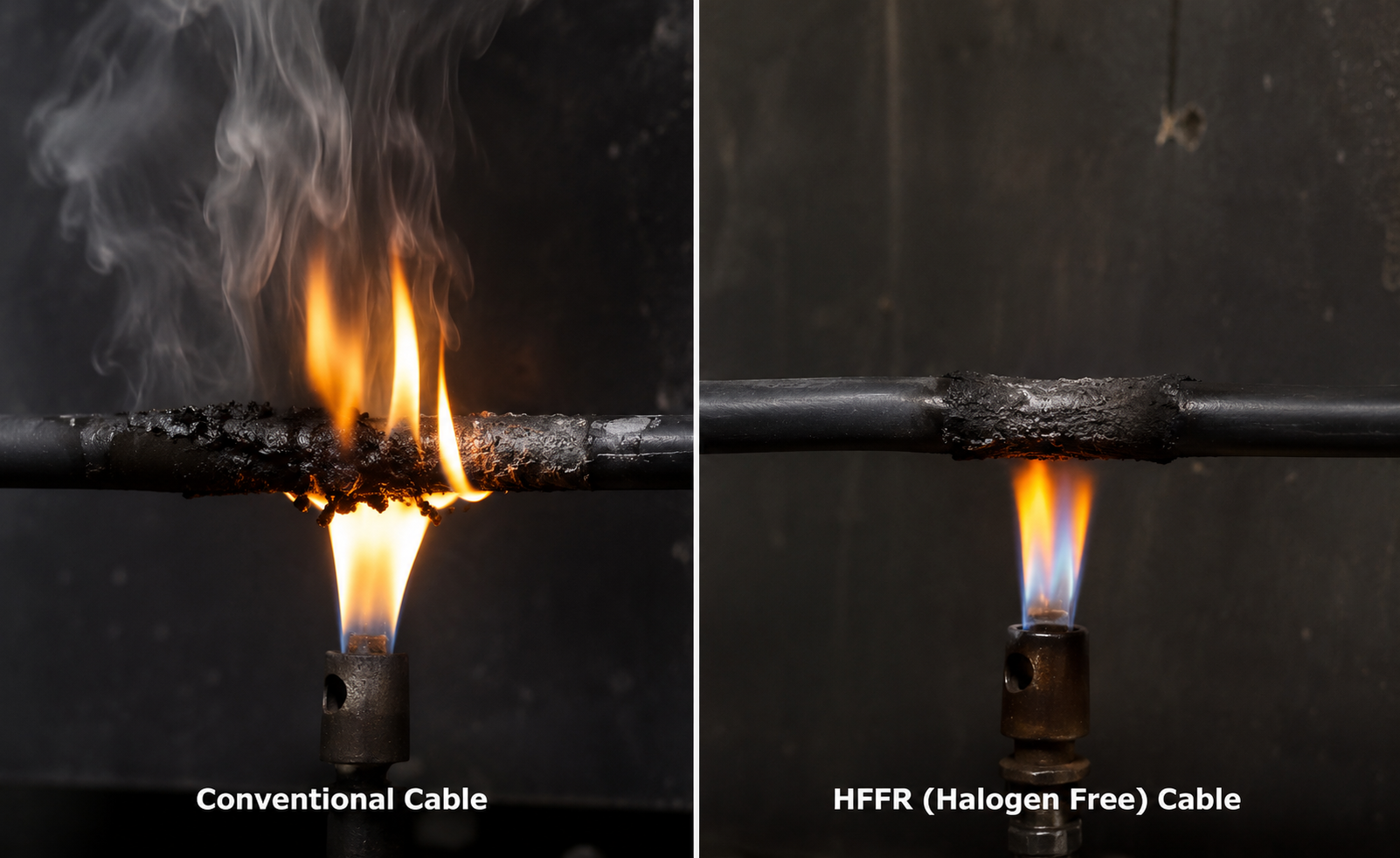
The primary concern with conventional halogenated flame retardants is what happens during a fire. While these systems effectively suppress combustion, they may release dense smoke and corrosive gases such as hydrogen chloride or hydrogen bromide when exposed to high temperatures.
In enclosed environments such as buildings, tunnels, data centers, rail systems, and electric vehicles, smoke and toxic gases often pose a greater risk than the fire itself.
HFFR systems are increasingly preferred because they:
- Reduce smoke generation during combustion
- Produce lower toxicity emissions
- Minimize corrosive gas formation
- Improve visibility during evacuation
- Support compliance with global environmental regulations
These advantages have made HFFR compounds the preferred choice for LSZH (Low Smoke Zero Halogen) cable applications worldwide.
Understanding UL 94 V-0 Classification
Before selecting a flame retardant system, engineers must understand the performance target they are trying to achieve.
UL 94 is one of the most widely recognized flammability standards for plastic materials. Among its vertical burn classifications, V-0 remains one of the most commonly specified requirements for electrical and electronic applications.
To achieve a UL 94 V-0 rating:
- The material must self-extinguish within 10 seconds after flame removal
- Total burn time across test specimens must remain within specified limits
- No flaming drips may ignite a cotton indicator positioned below the specimen
Meeting these requirements consistently requires careful formulation design and optimized flame retardant selection.
How HFFR Systems Work
Unlike halogenated flame retardants that primarily act in the vapor phase, HFFR systems utilize physical and chemical mechanisms to interrupt the combustion process.
1. Metal Hydroxides: ATH and MDH
The most widely used flame retardants for polyolefin-based compounds are Alumina Trihydrate (ATH) and Magnesium Hydroxide (MDH).
When exposed to elevated temperatures, these materials undergo endothermic decomposition, absorbing heat and releasing water vapor.
This mechanism:
- Cools the polymer surface
- Dilutes combustible gases
- Reduces flame propagation
- Lowers heat release rates
Because the mechanism is physical rather than chemical, relatively high loading levels are often required to achieve effective flame retardancy.
ATH vs MDH: Choosing the Right Flame Retardant
| Parameter | ATH | MDH |
|---|---|---|
| Decomposition Temperature | 180–220°C | 300–330°C |
| Cost | Lower | Higher |
| Suitable for LDPE/EVA | Excellent | Excellent |
| Suitable for PP | Limited | Preferred |
| Processing Window | Narrower | Wider |
ATH is commonly used in low-temperature cable compounds, while MDH is preferred when higher processing temperatures are required.
2. Phosphorus-Based Flame Retardants
Engineering plastics such as polycarbonate, polyester, and polyamide frequently utilize phosphorus-based systems.
These additives promote the formation of a protective carbonaceous char layer during combustion. The char acts as a thermal barrier that reduces heat transfer, blocks oxygen access, and slows the release of combustible gases.
Because phosphorus systems are highly efficient, they often achieve UL 94 V-0 performance at significantly lower loading levels than metal hydroxides.
3. Nitrogen-Based Synergists
Materials such as Melamine Cyanurate (MCA) are often combined with phosphorus systems to improve flame retardant efficiency.
During thermal decomposition, these additives release non-combustible gases that dilute oxygen concentration around the flame and enhance the expansion of protective char layers.
The Importance of Limiting Oxygen Index (LOI)
Another important measurement of flame retardancy is the Limiting Oxygen Index (LOI).
LOI represents the minimum oxygen concentration required to sustain combustion.
- Polyethylene typically exhibits an LOI of approximately 17–18%
- Many HFFR compounds achieve LOI values exceeding 28–35%
A higher LOI generally indicates greater resistance to ignition and flame propagation.
The Mechanical Property Challenge
One of the biggest obstacles in HFFR formulation development is maintaining mechanical performance.
Metal hydroxide flame retardants often require loading levels between 40% and 65% depending on the polymer system and fire safety requirements.
At these concentrations, the flame retardant behaves like a mineral filler, potentially reducing:
- Tensile strength
- Elongation at break
- Impact resistance
- Flexibility
Poorly dispersed additives can further create stress concentration points that lead to premature failure during service.
Processing Challenges in HFFR Compounds
Temperature Management
Premature decomposition of ATH or MDH during extrusion can release water vapor inside the melt stream, causing:
- Voids
- Surface defects
- Foaming
- Reduced mechanical properties
Proper temperature control throughout the extrusion process is therefore essential.
Dispersion and Surface Treatment
Modern high-performance HFFR masterbatches often utilize surface-treated ATH and MDH particles to improve compatibility with polymer matrices.
Surface treatments enhance particle dispersion, reduce agglomeration, improve processability, and help preserve mechanical properties even at elevated loading levels.
Common Applications of HFFR Masterbatches
- LSZH power and communication cables
- Electric vehicle charging cables
- Solar cable insulation systems
- Railway cable compounds
- Consumer electronics housings
- Electrical enclosures
- Building wire and cable systems
- Appliance components
Achieving Compliance Without Compromise
Transitioning from traditional halogenated flame retardants to HFFR technology is not a simple additive replacement. Success requires careful optimization of flame retardant chemistry, loading levels, processing conditions, and dispersion technology.
The right HFFR masterbatch should not only help achieve UL 94 V-0 performance, but also maintain mechanical integrity, processing efficiency, and long-term product reliability.
Whether you are developing LSZH cable compounds, EV cable insulation, appliance housings, or electrical enclosures, selecting a properly engineered HFFR masterbatch can significantly improve both regulatory compliance and product performance.