How to Eliminate Melt Fracture and Sharkskin in High-Speed Blown Film Extrusion
In the blown film industry, production speed directly impacts profitability. However, as processors push higher outputs using LLDPE and mLLDPE resins, they often encounter a critical limitation known as melt fracture. Commonly referred to as sharkskin, this defect affects film appearance, mechanical performance, and production efficiency.
While operators traditionally reduce line speed or modify processing parameters to control melt fracture, these approaches often reduce productivity. A more effective solution is the use of Polymer Processing Aid (PPA) masterbatches, which help eliminate flow instability while maintaining maximum extrusion output.
What is Melt Fracture in Blown Film Extrusion?
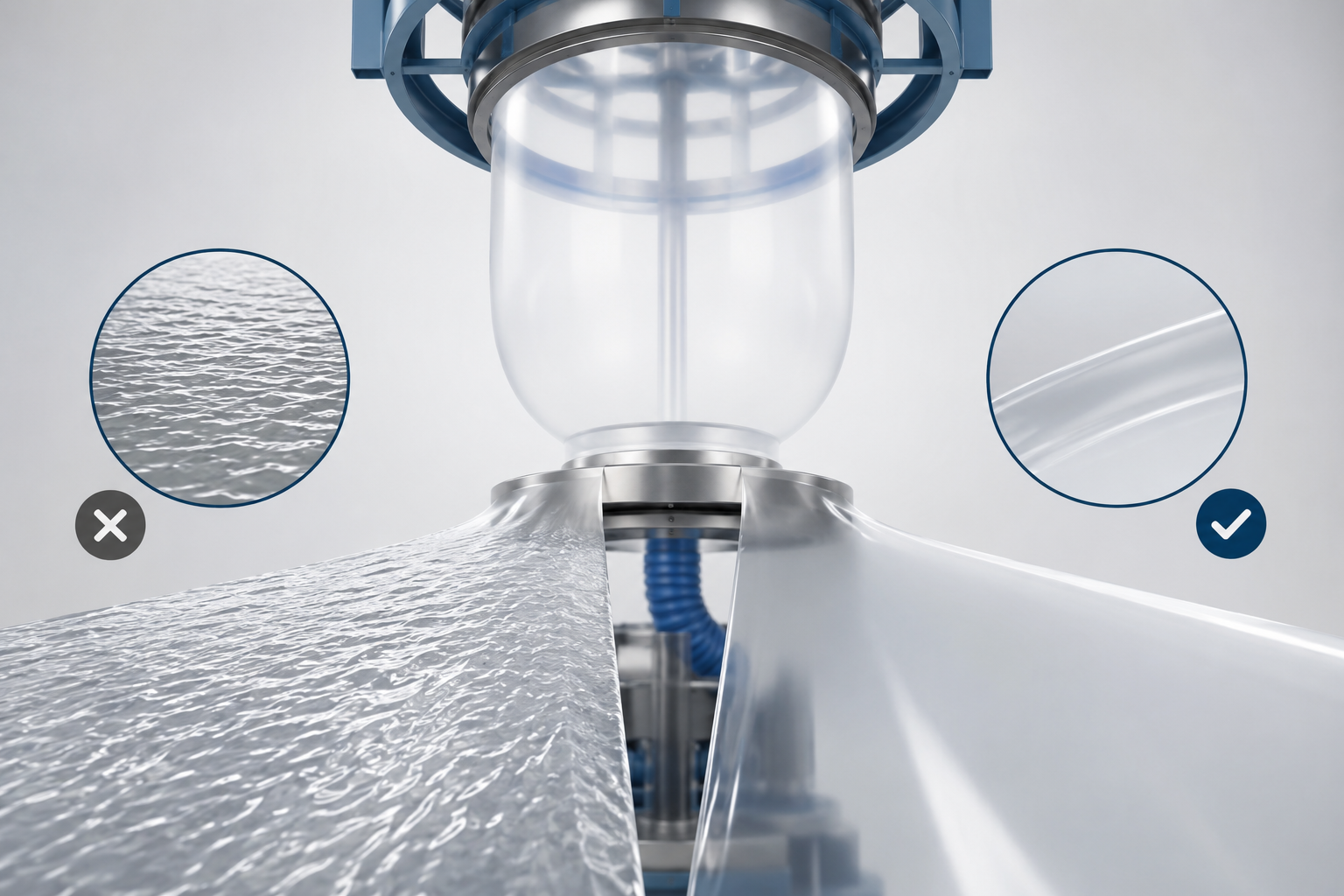
Melt fracture is a surface defect that occurs when the shear stress applied to a polymer melt exceeds its critical limit during extrusion. The defect typically appears as rough, repetitive ridges on the film surface, giving it a sharkskin-like appearance.
This issue is especially common in high-speed extrusion of LLDPE and metallocene LLDPE because these materials generate higher friction against the die wall compared to conventional LDPE.
Why Does Sharkskin Occur?
Unlike LDPE, which contains long-chain branching that promotes smoother flow, LLDPE and mLLDPE possess narrower molecular weight distributions and shorter branching structures. These characteristics improve film strength and puncture resistance but also increase friction inside the extrusion die.
As the polymer exits the die, the outer layer of the melt experiences rapid stress release. This stick-slip phenomenon creates the surface distortion known as sharkskin or melt fracture.
Common Methods Used to Control Melt Fracture
Many processors attempt to reduce melt fracture through equipment or process adjustments:
- Increasing melt temperature
- Opening the die gap
- Reducing extruder RPM
- Lowering throughput rates
Although these methods may temporarily reduce defects, they often result in lower productivity, increased resin consumption, and higher operating costs.
Comparison of Melt Fracture Solutions
| Method | Effectiveness | Impact on Production |
|---|---|---|
| Increase Melt Temperature | Temporary | Lower Productivity |
| Open Die Gap | Temporary | Higher Material Consumption |
| Reduce Extruder RPM | Effective | Significant Output Loss |
| PPA Masterbatch | Long-Term Solution | Maintains High Throughput |
How Does a Polymer Processing Aid (PPA) Work?
Polymer Processing Aid masterbatches are specifically designed to reduce friction between the polymer melt and the metal surfaces of the extrusion die.
Most advanced PPAs utilize fluoroelastomer technology. As the polymer melt travels through the extrusion system, the fluoroelastomer migrates toward the die wall and forms a microscopic lubricating layer.
This dynamic coating allows the polymer melt to glide smoothly through the die, reducing shear stress and eliminating the conditions that cause melt fracture.
Benefits of Using PPA Masterbatch
- Eliminates sharkskin and melt fracture defects
- Enables higher extrusion line speeds
- Improves film gloss and optical clarity
- Reduces die drool formation
- Minimizes machine downtime for die cleaning
- Improves production consistency
- Maintains mechanical film properties
Recommended PPA Dosing Strategy
1. Conditioning Phase
When introducing a PPA into a freshly cleaned die, a higher dosage is required to establish the protective coating. Typical let-down ratios range from 2% to 3%.
2. Maintenance Phase
After the die surface becomes fully conditioned and melt fracture disappears, the dosage can often be reduced to between 0.5% and 1%, depending on resin type and operating conditions.
3. Monitoring Additive Interactions
Anti-block additives containing silica or talc may gradually remove the fluoroelastomer coating. In such cases, processors may need to increase maintenance dosage levels to sustain performance.
Why Carrier Resin Compatibility Matters
The effectiveness of a PPA masterbatch depends not only on the active fluoroelastomer content but also on the compatibility of the carrier resin.
A carrier resin closely matched to the base polymer ensures superior dispersion, uniform die coating, and consistent extrusion performance. Poorly matched universal formulations can result in uneven distribution and reduced effectiveness.
Applications of PPA Masterbatch
- LLDPE blown film extrusion
- mLLDPE film production
- HDPE blown film manufacturing
- Cast film extrusion
- Extrusion coating processes
- High-output film production lines
Frequently Asked Questions
What causes sharkskin defects in blown film extrusion?
Sharkskin occurs when excessive shear stress at the die exit causes flow instability and surface distortion of the polymer melt.
Can melt fracture be eliminated without reducing line speed?
Yes. Polymer Processing Aid masterbatches reduce die-wall friction, allowing processors to eliminate melt fracture while maintaining high throughput.
What is the recommended dosage for PPA masterbatch?
Typical conditioning dosages range from 2% to 3%, while maintenance levels generally range from 0.5% to 1%.
Does PPA help reduce die drool?
Yes. PPA masterbatches reduce material build-up at the die lip, significantly decreasing die drool and cleaning frequency.
Optimize Your Blown Film Production with Flamingo Additives
Flamingo Additives and Colourants LLP offers advanced Polymer Processing Aid (PPA) masterbatches engineered to eliminate melt fracture, reduce die drool, and improve production efficiency in LLDPE, mLLDPE, and HDPE extrusion applications.
Our technical team can recommend the ideal PPA grade and dosage strategy based on your resin type, machinery configuration, and production objectives.
Contact Flamingo Additives today to request a sample, discuss your extrusion challenges, and discover how our PPA solutions can help maximize output while maintaining exceptional film quality.